


卡套接头作为工业管道连接领域的核心部件,凭借其耐高压、耐腐蚀、安装便捷等特性,广泛应用于石油化工、电力、食品制药等行业。其安装质量直接影响系统密封性与运行稳定性,错误的操作可能导致泄漏、振动甚至设备损坏。本文基于行业实践与权威技术资料,系统梳理卡套接头的标准化安装流程,结合关键参数、工具选择及故障预防措施,为工程技术人员提供可落地的操作指南。
一、安装前准备:奠定成功基础
1.1 工具与材料准备
必备工具:管切割机(或锯床)、去毛刺工具(锉刀/砂纸)、高压气枪、扭矩扳手(精度±5%)、标记笔、润滑剂(如硅基润滑脂)。
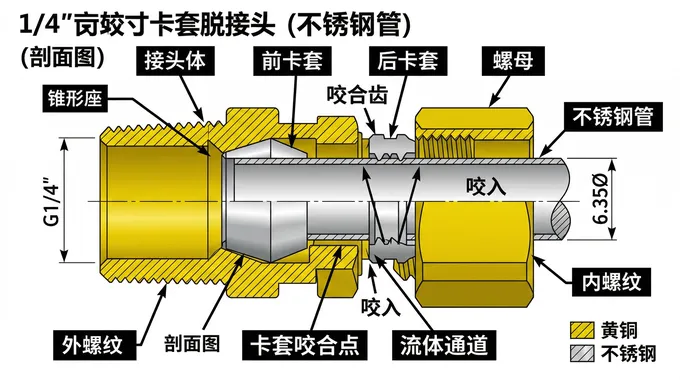
关键材料:符合设计要求的无缝钢管(材质需与卡套匹配,如316L不锈钢对应316L卡套)、卡套接头组件(接头体、前卡套、后卡套、螺母)。
辅助工具:间隙检测规(用于首次安装验证)、水平仪(确保管道垂直度)、游标卡尺(测量管径公差)。
案例警示:某化工项目因使用普通碳钢管替代316L不锈钢管,导致卡套内刃无法有效咬入管壁,系统试压时发生大规模泄漏,直接损失超50万元。
1.2 管道预处理
切割要求:使用专用管切割机,确保端面垂直度≤0.5°(角度偏差超标会导致卡套受力不均)。若采用手工锯切,需用砂纸打磨至端面粗糙度Ra≤3.2μm。
去毛刺规范:用锉刀或去毛刺工具清除内外毛刺,重点处理管口内壁0.5mm范围内的凸起,避免刺破卡套密封环。
清洁标准:用高压气枪吹扫管内杂质,再用无纺布蘸取酒精擦拭管口内外壁,确保无油污、金属屑等污染物。
数据支撑:行业统计显示,60%的早期泄漏事故源于管道预处理不足,其中毛刺残留占比达35%。
1.3 环境检查
温度要求:安装环境温度需在-20℃至60℃之间,低温环境需预热卡套至20℃以上以避免脆裂。
空间要求:确保操作区域有足够空间(至少比管径大2倍),便于扭矩扳手自由旋转。
系统状态:若为维修拆装,必须先泄压至0MPa,并挂"禁止操作"警示牌。

二、卡套组件预装:精准定位是关键
2.1 组件排序与方向确认
顺序安装:将螺母、后卡套、前卡套依次套入管端(注意双卡套接头的后卡套需紧贴螺母)。
方向标识:在螺母6点钟位置做标记线,作为后续拧紧角度的基准参考。
操作技巧:对于小口径管(≤1/2英寸),可用台钳固定管端,避免套入时组件滑落。
2.2 预装深度控制
插入深度:将管端插入接头体直至触底,用标记笔在管外壁划出接头体端面位置线。
深度验证:用游标卡尺测量管口到标记线的距离,确保符合设计要求(如1英寸管预装深度应为25.4mm)。
常见错误:预装不足会导致卡套未完全咬入管壁,预装过深则可能压损接头体密封面。
2.3 初步拧紧
手动旋紧:用手指拧紧螺母至无法转动,此时卡套处于初始定位状态。
扭矩监控:使用扭矩扳手记录初始扭矩值(如1/2英寸卡套初始扭矩约为15N·m),作为后续拧紧的对比基准。
行业规范:API 6A标准要求,预装阶段不得使用加力杆,避免过度压缩卡套。
三、压力点识别与拧紧控制
3.1 压力点判断方法
扭矩突变法:用扭矩扳手以5N·m/s的速率缓慢拧紧螺母,当扭矩值突然上升(通常增加30%-50%)时,即达到压力点。
声音识别法:压力点附近会发出"咔嗒"声,这是卡套内刃开始切入管壁的典型特征。
标记偏移法:若初始标记在6点钟位置,压力点时标记会偏移至7-8点钟方向。
案例分析:某海上平台项目因未识别压力点,导致卡套过度拧紧,管壁被切穿引发天然气泄漏,被迫停产检修72小时。
3.2 最终拧紧角度控制
标准拧紧量:达到压力点后,继续拧紧螺母1/4至1/2圈(具体角度需参考厂家手册,如Parker A-LOK接头要求1-1/4圈)。
角度验证:用角度尺测量螺母最终位置与初始标记的夹角,误差需控制在±5°以内。
双卡套特殊要求:后卡套需在压力点后产生0.05-0.1mm的轴向位移,形成第二道机械锁紧。
数据参考:SWAGELOK公司测试显示,1/2英寸不锈钢卡套在1-1/4圈拧紧量下,可承受42MPa压力不泄漏。
四、安装质量验证:多维度检测
4.1 视觉检查
卡套状态:前卡套刃口应均匀嵌入管壁,形成0.02-0.05mm深的咬痕环;后卡套尾部应与接头体锥面完全贴合。
管端形变:管口外壁应有轻微凸起(高度≤0.1mm),且凸起带需连续无间断。
组件位置:螺母端面与接头体间隙应均匀(偏差≤0.5mm),卡套不得有轴向移动。
4.2 功能测试
保压测试:按设计压力的1.5倍进行水压试验(如系统设计压力10MPa,则测试压力为15MPa),持压30分钟无泄漏。
振动测试:对运动部件(如旋转设备连接管)施加模拟振动(频率10-500Hz,振幅±2mm),验证卡套抗松动能力。
温度循环测试:在-20℃至150℃范围内进行3次冷热循环,检查密封性能是否衰减。
工具应用:使用超声波泄漏检测仪可识别微小泄漏(灵敏度达1×10⁻⁶ Pa·m³/s)。

五、重复拆装规范:延长使用寿命
5.1 拆卸前准备
压力释放:通过专用泄压阀将系统压力降至0MPa,并等待10分钟使压力平衡。
标记记录:在螺母与接头体连接处划对齐线,记录原始拧紧角度(如"初始标记在6点,最终在9点")。
工具选择:使用专用卡套拆卸工具(如SWAGELOK SW-2拆卸钳),避免损伤卡套刃口。
5.2 拆装次数限制
材质影响:316L不锈钢卡套可重复拆装5-8次,黄铜卡套仅限2-3次。
损伤判断:若卡套刃口出现卷边、裂纹或管壁咬痕深度>0.1mm,必须更换新卡套。
润滑强化:重复安装时,在卡套外表面涂抹二硫化钼润滑脂,可降低摩擦系数30%。
行业建议:关键系统(如核电、化工主流程)建议每次拆装后更换卡套,确保绝对安全。
六、故障预防与优化建议
6.1 常见问题解决方案
| 问题现象 | 根本原因 | 解决方案 |
|---|---|---|
| 泄漏 | 卡套未咬入管壁 | 重新安装,确保压力点识别准确 |
| 振动松动 | 拧紧量不足 | 增加1/8圈拧紧量,并涂防松胶 |
| 管壁切穿 | 过度拧紧或管材偏硬 | 更换软态管材,严格控制拧紧角度 |
| 安装困难 | 卡套与管径不匹配 | 重新选型,确保公差配合(H8/f7) |
6.2 工艺优化方向
数字化安装:采用智能扭矩扳手(如NORBAR PTM系列),实时显示扭矩-角度曲线,自动判断压力点。
3D模拟验证:通过ANSYS等软件模拟卡套受力状态,优化拧紧策略。
模块化设计:对频繁拆装部位采用卡套接头+快速接头的组合方案,缩短维护时间。
前沿技术:某德企已开发出自感知卡套接头,通过内置传感器监测密封状态,实现预测性维护。
卡套接头的安装是"细节决定成败"的典型场景,从管道预处理到最终验证,每个环节都需严格遵循技术规范。通过标准化流程、精准化控制、数字化工具的应用,可显著提升安装质量与系统可靠性。工程人员应持续积累实践经验,结合厂家技术更新,不断优化安装工艺,为工业安全运行保驾护航。


