


在现代工业流体传输系统中,管道连接技术绝不仅是简单的“管线拼接”,而是保障整个系统可靠性、安全性和运行效率的核心命脉。作为目前工业界小口径管道连接的两大主流方案,VCR接头(真空面密封接头)与卡套接头(机械咬合接头)在密封原理、材料特性、安装工艺及应用场景上展现出了截然不同的技术基因。本文将为您深度对比这两种接头的核心差异与选型指南。
一、核心原理解析:金属面密封 vs 机械咬合
连接技术的本质在于如何对抗流体压力与微观间隙。这两种接头采取了完全不同的物理对抗策略。
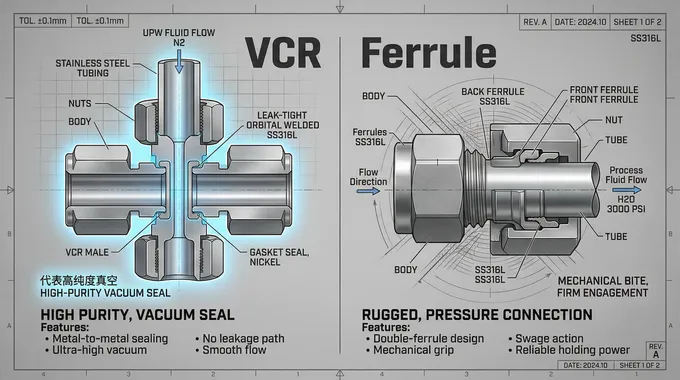
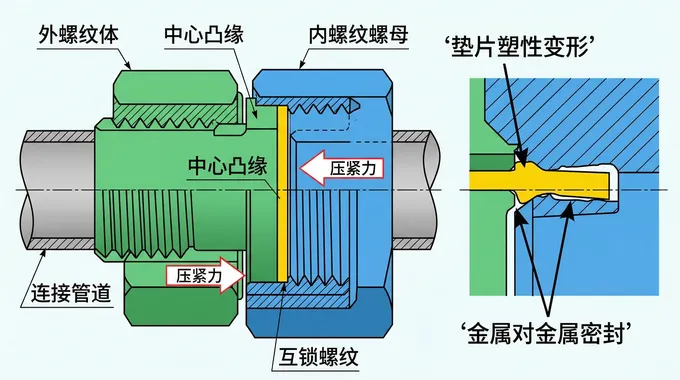
1. VCR接头:追求极限的金属对金属面密封
VCR(Vacuum Coupling Radius Seal)接头的核心灵魂在于其高精度的金属垫片。其工作原理是通过内、外螺纹螺母的互锁旋转,产生强大的轴向推力,迫使接头两端的凸缘(Gland端面)极度压紧金属垫片。在巨大压力下,垫片产生微观塑性变形,完美填补金属表面的微小缝隙,形成金属与金属的直接接触密封界面。
这种极其严苛的密封机制,使其在真空至正压的剧烈波动中均可实现“零泄漏”服务。其泄漏率可低至惊人的 10⁻⁹ Pa·m³/s。在顶级精密制造中,比如半导体特气输送,接头本体的内螺纹通常还会经过镀银处理以防止咬合磨损。
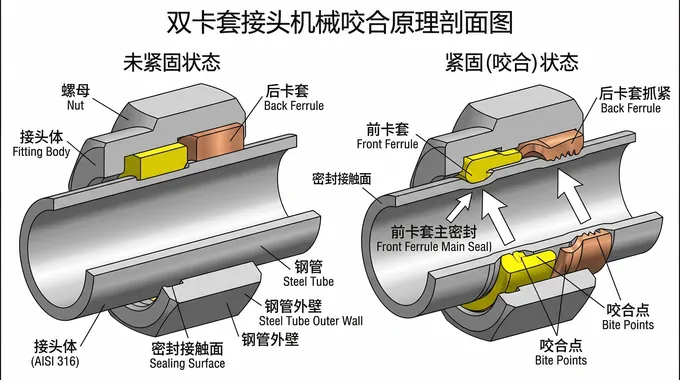
2. 卡套接头:精妙的机械双重咬合
与VCR的端面挤压不同,卡套接头采用的是径向与轴向结合的机械切入技术。其工作逻辑分为三个渐进阶段:预装配、第一道防线(密封,前卡套切入)、第二道防线(抓紧,后卡套收缩)。这种设计不仅能承受高压,还能有效隔离振动。
二、材料体系与安装工艺
材料体系
VCR接头:本体多用SUS316/316L高纯不锈钢并电解抛光。垫片除了316L,还会用镍基合金(如Inconel 625)应对极端环境。
卡套接头:常规用316不锈钢或黄铜,腐蚀环境升级双相钢2205/2507。部分型号引入全氟橡胶(FFKM)O型圈。
安装工艺与品控
VCR的安装堪比精密外科手术,端面需自动焊并射线探伤,螺母旋转需严格扭矩控制与划线确认。而卡套接头则强调高重复性的标准化速装,只需预紧并按标准力矩紧固。
工程教训:某头部半导体工厂曾因未执行VCR划线确认,导致15%的接头微漏。引入数字扭矩扳手与划线复核后,泄漏率骤降至0.2%。
三、性能指标对比
| 核心指标 | VCR接头 (端面密封) | 卡套接头 (机械咬合) |
|---|---|---|
| 密封等级 | 10⁻⁹ Pa·m³/s(真空/半导体级) | 10⁻⁶ Pa·m³/s(工业级) |
| 耐温范围 | -269℃ 至 537℃ | -40℃ 至 450℃ |
| 颗粒释放 | ≤ 0.1μm(电抛光处理) | ≤ 5μm(常规处理) |
| 可拆装性 | 本体可重复200次,垫片每次必换 | 可多次拆装,刃口磨损后需更换 |
结语与全生命周期考量
VCR接头与卡套连接,不存在绝对的技术优劣,只有基于场景的最优解。在停机成本高昂的半导体工厂,VCR接头低泄漏率能挽回巨大损失;而在常规化工防爆区,卡套接头无需动火焊接的特性,大幅降低了施工成本。对于现场工程师而言,精准权衡介质特性、系统压力与设备预算,才是流体系统设计的核心价值。


