


在工业流体控制的庞大系统中,阀门不仅是“开关”,更是生产安全的“心脏”。然而数据显示,阀门故障在所有工业设备故障中占比高达 30% 以上。这意味着,每三次非计划停机,就有一次源于阀门失效。 |

这不仅是维修部门的噩梦,更是直接吞噬企业利润的黑洞。今天,我们将剥开阀门故障的表象,为您提供一份可落地的干货指南。
一、 密封系统的崩溃:不仅是“漏”那么简单
密封失效是阀门故障中最直观的问题,通常分为“外漏”与“内漏”,两者的成因截然不同。
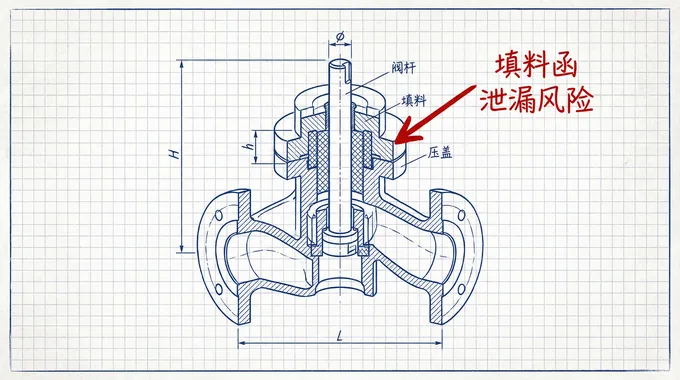
1. 外部泄漏:填料函的“拉锯战”
当介质从阀杆与填料接触部位渗出时,我们称之为填料函泄漏。这往往是“配”不对的结果。
材料适配误区:石墨填料在强氧化性介质中易粉化;PTFE在高温下易“蠕变”导致压紧力消退。
深度对策:高温工况建议采用柔性石墨+镍基合金丝编织的复合填料;腐蚀性介质推荐PTFE包覆石墨填料。
安装工艺红线:必须采用分层压装法,每层接口错开90°或120°。使用扭矩扳手将压紧力控制在阀杆直径的 1.5-2 倍。
? 实战案例 |
2. 内部泄漏:看不见的“内伤”
阀门关了,但没完全关。内漏往往源于密封面的微观损伤。
微观较量:使用蓝油着色法检测。若接触率不达标,对于损伤严重的密封面,可引入激光熔覆强化技术重构防护盾。
结构隐患:阀芯与阀杆间隙过大导致“关偏”。应严格控制间隙在 0.1-0.3mm 之间。
二、 操作机构的瘫痪:当阀门变成“铁疙瘩”
操作卡滞不仅影响效率,在紧急切断工况下甚至可能引发安全事故。

1. 阀杆卡滞:摩擦学的失效
热膨胀陷阱:高温下部件咬死。应选用二硫化钼基润滑脂,防止润滑剂碳化结焦。
腐蚀锁链:氯离子点蚀是阀杆大敌。建议升级材质为 17-4PH 沉淀硬化不锈钢,并进行表面氮化处理。
2. 开关失灵:传动链的断裂
? 实战案例 |
此外,定期校准位置传感器,并确保齿轮箱使用 ISO VG320 级别工业齿轮油,是保障动作精度的基础。
三、 本体结构的防线:杜绝灾难性破裂
阀体或阀盖的破裂往往伴随着高压介质的喷射,属于必须要杜绝的“急症”。
铸造缺陷排查:对于关键工况,渗透检测(PT)和超声波检测(UT)是必修课。焊补时必须进行 150-200℃ 预热及焊后去应力退火。
法兰结合面博弈:高压工况(≥Class600)必须选用金属缠绕垫片。使用液压扳手将预紧力误差控制在 ±5% 以内。
四、 特殊工况的定制化生存法则
| 工况类型 | 核心痛点 | 必杀技解决方案 |
| 高温工况 | 热膨胀卡死 氧化皮堆积 | 1. 增设膨胀节 2. 密封面堆焊 Stellite 6 钴基合金 |
| 低温工况 | 材料冷脆 冰晶堵塞 | 1. 严选 LCC/LF2 低温钢 2. 加装电伴热系统 |
| 强腐蚀工况 | 晶间腐蚀 应力开裂 | 1. 材质升级:哈氏合金 C-276 或双相钢 2507 2. 实施阴极保护技术 |
五、 未来已来:从“救火”到“防火”
构建预防性维护体系,才是降本增效的终极路径。

01数字化感知:安装振动、温度传感器,建立故障预警模型,利用数字孪生预测剩余寿命。
02战略性储备:建立关键阀门 3D 模型库,确保故障时能最快调取备件。
03预测性维护:实施基于状态监测的维护,可将非计划停机时间减少 60% 以上。
大部分阀门故障的根源,并非不可抗力,而是设计选型、材料匹配或维护策略上的“得过且过”。作为设备管理者,我们的目标应是将故障率控制在 0.5次/年·台 以下。只有将细节打磨到极致,才能筑起坚不可摧的防线。


